



2D X-ray实时检测系统与3D X射线无损检测技术对比以倒装焊器件效果为例
文章来源:骅飞科技XRAY 发布时间: 2025-04-18
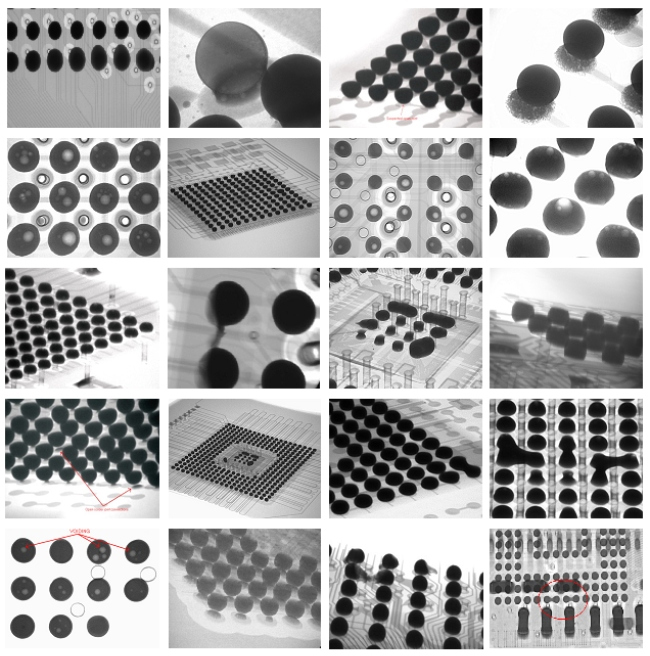
与传统的引线键合工艺不同,倒装焊封装采用芯片和基底直接互连的封装技术。首先在整个芯片表面按栅阵形状用电镀、化学镀等方法生长I/O凸点,凸点材料一般为铅锡、金或镍等,然后将芯片拾取并翻转,以倒扣方式安装到基底上,通过栅阵凸点与基底上相应电极焊盘实现直接机械和电气互连,凸点与基底的互连技术主要有热压/热声连接法、机械接触互连法和可控塌陷芯片连接法等。在凸点间会填充环氧树脂底充胶以增强界面粘接强度。倒装焊器件按基板材料可分为陶瓷封装和塑料封装。


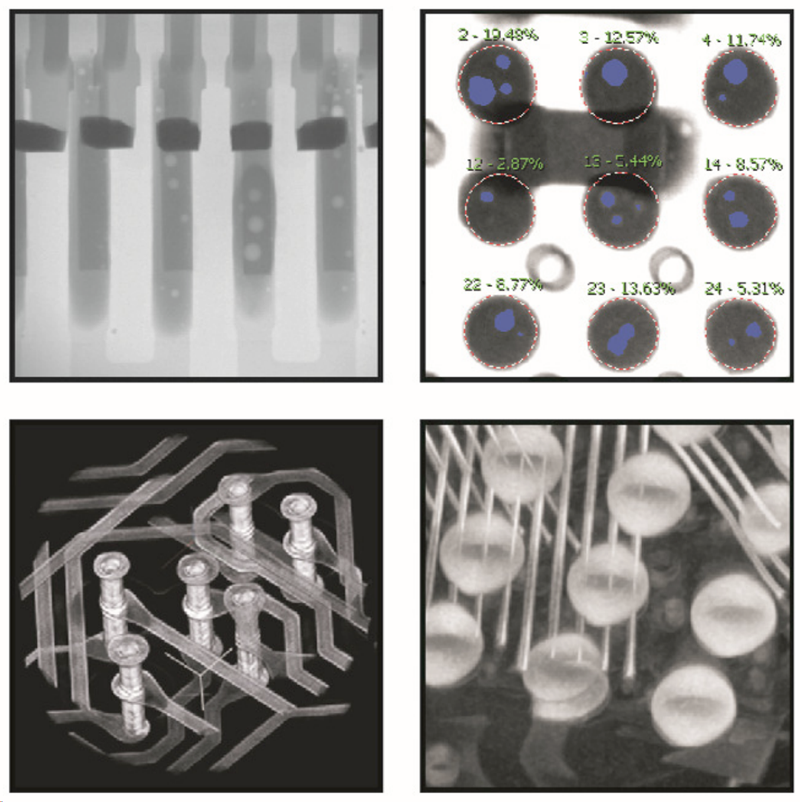
首先对塑封倒装焊器件进行2D X射线检测,分别对BGA焊球区域和倒装焊凸点区域进行检查,如上图所示。可见2D X射线下,该塑封倒装焊器件可检查的缺陷较少,仅可检查BGA焊球和倒装焊凸点是否有缺失和桥连。因为焊球密度较大,对于其中的空洞和裂纹并不能完全检出,需要根据样品情况进行参数调整和角度变换才能看到。下图是对BGA焊球区进行局部放大,增大X射线电压、电流并倾斜样品后观察到的空洞缺陷。对于倒装焊凸点,未被BGA焊球遮挡的区域通过放大图像可检查凸点内部是否有空洞,被BGA焊球遮挡区域,由于衬度原因,凸点很难被检查。
")
对该器件进行3D X射线检查,建立3D模型并对模型进行切片分析,可得塑封倒装焊器件各层CT形貌如下图所示。可见,BGA焊球和倒装焊凸点各层CT形貌清晰,无阻挡,可以直接观察各种缺陷,不受衬度影响,图像对比度均匀。对该3D模型进行局部放大、切片可观察到该器件的内部缺陷,如BGA焊球中的裂纹和空洞、倒装焊凸点中的裂纹,未见倒装焊凸点中的裂纹。

")
通过对塑封倒装焊器件检测试验结果的分析,3D X射线无损检测系统与2D X射线实时检测系统的优点、缺点及适用范围对比如下表所示。
倒装焊器件的2D X与3D X射线检测结果对比
首先对塑封倒装焊器件进行2D X射线检测,分别对BGA焊球区域和倒装焊凸点区域进行检查,如上图所示。可见2D X射线下,该塑封倒装焊器件可检查的缺陷较少,仅可检查BGA焊球和倒装焊凸点是否有缺失和桥连。因为焊球密度较大,对于其中的空洞和裂纹并不能完全检出,需要根据样品情况进行参数调整和角度变换才能看到。下图是对BGA焊球区进行局部放大,增大X射线电压、电流并倾斜样品后观察到的空洞缺陷。对于倒装焊凸点,未被BGA焊球遮挡的区域通过放大图像可检查凸点内部是否有空洞,被BGA焊球遮挡区域,由于衬度原因,凸点很难被检查。
对该器件进行3D X射线检查,建立3D模型并对模型进行切片分析,可得塑封倒装焊器件各层CT形貌如下图所示。可见,BGA焊球和倒装焊凸点各层CT形貌清晰,无阻挡,可以直接观察各种缺陷,不受衬度影响,图像对比度均匀。对该3D模型进行局部放大、切片可观察到该器件的内部缺陷,如BGA焊球中的裂纹和空洞、倒装焊凸点中的裂纹,未见倒装焊凸点中的裂纹。
通过对塑封倒装焊器件检测试验结果的分析,3D X射线无损检测系统与2D X射线实时检测系统的优点、缺点及适用范围对比如下表所示。
| 对比 | 3D X射线无损检测系统 | 2D X射线实时检测系统 |
| 优点 | 图像无变形对比度均匀一次优点建模成功后,无需样品,可反复对模型进行分析 | 实时检测图像对比度和亮度可通过专用软件优化实时调整电压、电流优化图像质量放大倍数高 |
| 缺点 | 背景噪声影响对比度和亮度 受自动调节2D X射线检测 能力的限制 |
背景灰度水平不均匀放大倍 数较高时图像边缘变形 |
| 适用范围 | 样品3D重构样品深度分析失效分析 | 快速化、简单化检验 |
公司简介:骅飞科技13年专业从事离线X-RAY检测设备与在线X-RAY检测设备研发生产与销售,十多年来励精图治,得到了艾华集团、通宇通讯、深圳长城开发等一系列大型企业的支持。




回到顶部



 总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼
总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼  袁经理:
袁经理:
